



Shandong Time Machinery Technology Co., Ltd.
"PC Square Tube Reinforcement Truss Welding Production Line (SGHJ-IV) " Informasi dan penawaran peralatan
Perwakilan hukum: Cui Hao
Telepon: 13395378282
Alamat: Zona Pembangunan Ekonomi, Kota Jining, Provinsi Shandong
Situs web: www.sdsgzn.com
Daftar Isi
I. Kutipan Bisnis 2
II. PengelolaanPendahuluan untuk Unassembled Formwork Truss Floor Project 3
1.Pengamatan Umum Proyek 3
2. Proses Produksi Pengantar 5
3. Truss penguat tabung persegi (truss sudut kanan) 6
III.Performa dan Parameter Teknis Peralatan7
1. Parameter Teknis Pabrik Pengukuhan Truss 8
1.1 Gambaran umum dari Peralatan Tabung Kuadrat 8
1.2 Komposisi Peralatan Jalur Produksi Truss Perkuat 8
1.3 Parameter teknis peralatan: 9
1.4 Fitur peralatan 10
1.5 Konfigurasi peralatan dan merek komponen 10
2 Mesin pendingin air 11
2.1 Spesifikasi teknis unit pendingin tipe kotak yang didinginkan dengan udara adalah sebagai berikut: 12
2.2 Daftar suku cadang untuk unit pendingin kotak DeepChorie yang didinginkan udara: 13
3Kompresor udara 14
1. Parameter Teknis Mesin Sekrup Dingin Udara 14
I. penawaran bisnis
Produsen profesional lini produksi pengelasan truss CNC cerdas
| SGHJ-IV Intelligent CNC Truss Welding Production Line Quote | |||||||||
| Unit penawaran: Shandong Shiguang Machinery Technology Co., Ltd. | |||||||||
|
Serial Tidak, tidak. |
Nama peralatan | Model peralatan | Satuan |
Jumlah |
Harga biaya (RMB) |
Jumlah (RMB) |
|||
| 1 | Garis produksi pengelasan pipa persegi | SGHJ-IV | Satuan | 1 | |||||
| 2 | Kompresor udara sekrup | KAIZEN BK seri 37kw | Satuan | 1 | |||||
| 3 | Mesin pendingin air | RX-10A | Satuan | 1 | |||||
| 4 | Mesin Pengelasan Rebar | 25kva | Satuan | 1 | |||||
| Total | RMB: huruf besar RMB: | ||||||||
| Catatan: Harga ini termasuk pajak, biaya pengiriman, biaya debugging dan instalasi, biaya pelatihan. | |||||||||
| Perusahaan kami berfokus pada penelitian dan pengembangan dan manufaktur lini produksi las baja truss, dengan tim penelitian dan pengembangan teknologi khusus dan efisien,perusahaan memberikan pentingnya inovasi teknologi, bersikeras untuk mengambil jalan inovasi independen, terus menyesuaikan struktur produk untuk memenuhi permintaan pasar,dan membangun kemitraan kerja sama jangka panjang dengan sejumlah perusahaan terkenal. | |||||||||
2Metode pembayaran, periode pembayaran, dan kepemilikan hak properti:
1Membayar 30% dari total harga kontrak sebagai deposit dalam waktu tiga hari setelah kontrak ditandatangani;
2Pembayaran untuk pengiriman: 60% dari total harga kontrak sebelum pengiriman barang kontrak;
3Pembayaran instalasi: 5% dari total harga kontrak yang harus dibayarkan dalam waktu tujuh hari setelah instalasi peralatan;
4.Deposit garansi: sisanya 5% sebagai jaminan; masa garansi 1 tahun, masa garansi dibayar dalam waktu tiga hari tanpa bunga;
5Pihak A mempertahankan kepemilikan barang sebelum pembayaran berdasarkan kontrak ini sepenuhnya diselesaikan; Pihak B harus membayar peralatan sesuai dengan metode pembayaran yang disepakati, jika tidak,Pihak A memiliki hak untuk menangguhkan layanan.
![]()
▶ Informasi Pengiriman
Nama perusahaan: Shandong Time Machinery Technology Co. Ltd.
Nomor identifikasi pajak: 91370811MA3EP7HT68
Nomor rekening: 815010601421010400
Bank: Jining Bank Xicheng Sub-cabang
Alamat: Zona Pembangunan Ekonomi Jining, Provinsi Shandong, sebelah timur Jiafeng Road, sebelah utara Ruixiang Road (Shandong Taifeng Engineering Group Co., Ltd yard) Tel: 13954713947
II. Pendahuluan untuk Unassembled Formwork Truss Floor Project
1. Tinjauan proyek
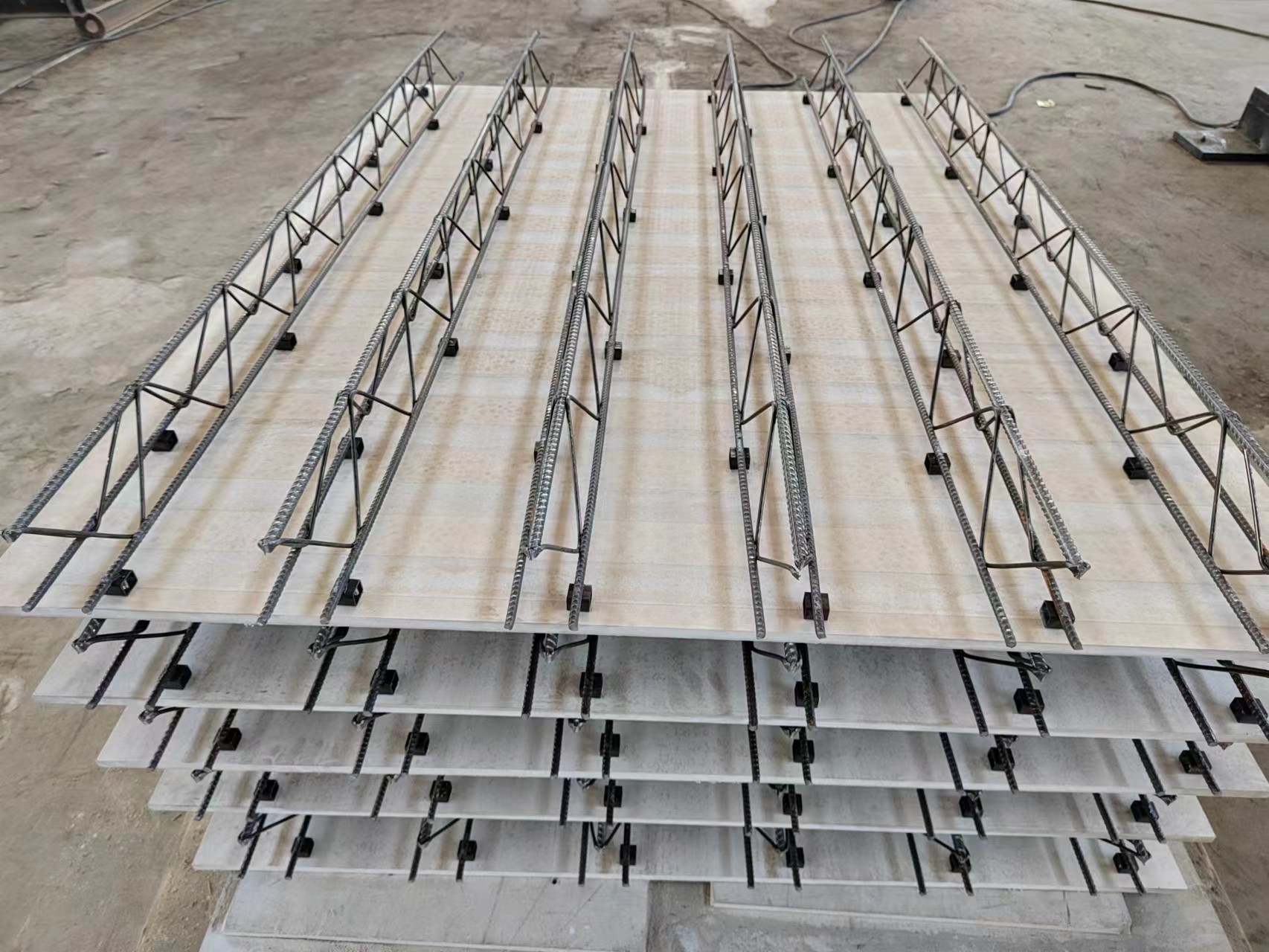
Lantai truss yang diperkuat dengan formwork yang tidak dapat dirakit menggunakan jenis papan hijau baru.dengan pulpa kayu alami impor sebagai serat penguat utamaHal ini dibuat oleh formwork khusus ditekan di bawah tekanan tinggi dan uap oksigen pada suhu tinggi.yang dapat meningkatkan kekuatan perekat antara papan dan beton atau mortir lebih dari 50% dibandingkan dengan pelat datar biasaHal ini secara efektif memecahkan masalah lepas yang disebabkan oleh adhesi buruk antara papan dan beton atau mortir dan membatasi deformasi papan,Dengan demikian memecahkan masalah retakan akhir yang disebabkan oleh deformasi papan.
Papan bawah hijau yang baru dipasangkan ke truss yang diperkuat dengan menggunakan sekrup yang mengetuk sendiri khusus dan basis koneksi mesin pengunci sekrup otomatis.Ini mewujudkan mekanisasi dan produksi industri, dengan teknologi konstruksi sederhana, konstruksi yang nyaman dan transportasi, permukaan datar dari papan bawah.Hal ini dapat sepenuhnya menggantikan papan lapis dan lemari lantai cor yang saat ini tersedia di pasar, mencapai pemisahan bebas, bebas plester, pemasangan cepat, mengurangi proses konstruksi, menurunkan biaya transportasi, hampir tidak ada kerugian, memastikan ketinggian jaring dalam ruangan,dan mengurangi biaya konstruksi, dll sangat memecahkan masalah yang diketahui yang ada dalam penggunaan papan lapis di rumah prefabrik dan dapat digunakan secara luas dalam berbagai proyek bangunan seperti hotel, gedung perkantoran,sekolah, bangunan hunian, rumah sakit, gudang, tempat parkir, dan bangunan industri bertingkat.dengan potensi pasar yang sangat besar.
![]()
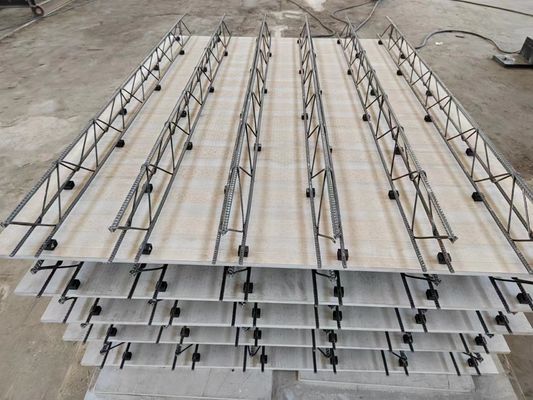
2. Produk akhir lantai rangka yang belum dirakit (sudut kanan)
![]()
III. Kinerja dan Parameter Teknis Peralatan
1.Parameter Teknis Jalur Produksi Baja
1.1 Gambaran Umum Peralatan
Garis produksi truss rebar tabung persegi adalah jalur produksi otomatis sepenuhnya yang mengintegrasikan pelepasan rebar rolling, rebar straightening, bending side bar, weld forming, shearing otomatis,dan pengumpulan produk jadi, yang dapat memproduksi balok besi cetakan non-demolition, balok besi untuk balok lantai, dan balok besi PC untuk bangunan yang dirakit,yang banyak digunakan di bidang konstruksi bangunan (balok lantai preposisi) dan konstruksi kereta api berkecepatan tinggi (kereta api double-block sleeper).
Peralatan las untuk tabung persegi:
| Tidak, tidak. | Komponen peralatan | Jumlah | Fitur Teknis |
| 1 | Square Tube Connector Vibrating Plate-Collector | Dua set | Pemasok getar, saluran pengangkut, stocker |
| 2 | Perangkat las berkecepatan tinggi | Dua set | Terdiri dari silinder kecepatan tinggi, elektroda dilas krom-zirkonium |
| 3 | Komponen Pneumatik | Dua set | Untuk memuat otomatis bagian penghubung |
| 4 | Cetakan Pengelasan dan Sumber Daya Pengelasan | Satu set | Terdiri dari pasokan listrik las, pemasangan cetakan untuk bagian penghubung |
| 5 | Sistem air pendingin las | Satu set | Pendinginan untuk pengelasan bagian penghubung |
| 6 | Penyesuaian komponen bergerak | Satu set | Untuk mengatur posisi las bagian penghubung |
1.2 Komposisi peralatan dari lini produksi truss rebar:
| Tidak, tidak. | Komponen peralatan | Jumlah | Fitur Teknis |
| 1 | Rak penempatan kawat rebar | Satu set | Rack Pengendalian Kawat Vertikal, dibungkus dengan rem |
| 2 | Mekanisme Perataan dan Pemanfaatan | Satu set | Mengadopsi Multi-Wheel Straightening dengan efek straightening yang sangat baik tanpa merusak tulang rusuk rebar; Dual-driven kabel feed dengan tiga motor deceleration. |
| 3 | Mekanisme Penyimpanan Bahan | Satu set | Dilengkapi dengan jenis rak penyimpanan terbuka baru yang memanfaatkan penyimpanan bantalan, memungkinkan produksi berkelanjutan dan mencegah akumulasi balok dengan efektif. |
| 4 | Mekanisme Penegakan Terminal | Satu set | Peregangan terminal tahap kedua dilakukan pada bagian utama penguat dan diagonal sebelum pengelasan dan pembentukan menggunakan metode peregangan lima rol,Memastikan keteraturan produk truss. |
| 5 | Mekanisme Membengkokkan Anggota Diagonal | Satu set |
1) Bending rod pendulum digerakkan oleh servo motor, memastikan sinkronisasi yang baik dan stabilitas tinggi. 2) Mekanisme makan kawat didukung oleh servo motor lain, menawarkan sinkronisasi yang lebih baik dan akurasi yang lebih tinggi.kerjasama sempurna dari dua servo motor memungkinkan perubahan truss pitch tanpa menghentikan mesin, meningkatkan efisiensi produksi secara signifikan.
|
| 6 | Unit utama pengelasan | Satu set | Dua pengelasan titik digunakan, menggunakan total 2 trafo, yang mengurangi konsumsi daya total trafo pengelasan lebih dari 60 persen. |
| 7 | Mekanisme lentur | Satu set | Menggunakan lenturan servo-mekanis, kecepatan lebih cepat, lebih sedikit kebisingan, stabilitas yang lebih tinggi. |
| 7 | Mekanisme pemotongan | Satu set | Menggunakan mode pemotongan "jenis gunting" untuk secara efektif memecahkan masalah las terbuka yang disebabkan oleh proses pemotongan..Pengaturan posisi pemotongan dikendalikan oleh servo motor, yang memungkinkan pemotongan trusses dari setiap panjang tanpa menghentikan mesin. |
| 8 | Mekanisme Pengumpulan Agregat | Satu set | Pengemasan otomatis |
| 9 | Sistem Kontrol Listrik | Satu set | |
| 10 | Sistem Operasi | Satu set |
Tombol pengendali dan komponen lainnya berkualitas tinggi Operasi dan penyesuaian peralatan yang nyaman Operasi yang nyaman dari kecepatan, parameter las, dll. Sistem reservasi truss
|
| 11 | Panduan, suku cadang, dan alat | Satu set |
Konfigurasi standar
|
1.3 Parameter teknis peralatan:
| Swing Arm | Satuan | Jumlah | Catatan |
| Kapasitas beban rak penataan kawat | kg | 2000 | Ketinggian akord atas tidak boleh melebihi 2 meter, dan ketinggian akord lateral tidak boleh melebihi 1,3 meter. |
| Jumlah Rak Pengendalian Kawat | Satuan | 5 | |
| Kekuatan Motor Pembentuk Baja Sisi | kW | 7.5 | |
| Kekuatan Transformer Las | kW | 160x3 | Operasi intermiten dengan transformator pengelasan tabung persegi ditambahkan di bagian belakang |
| Kekuatan motor geser | kW | 11+11 | Mengadopsi sendiri dikembangkan ngangkat gunting operasi intermiten |
| Mengumpulkan dan mengangkat kekuatan motor rak | kW | 2.2 | Operasi intermiten |
| Tingkat lentur akord lateral | mm | 200 | |
| Ketinggian akord | mm | 70-270 | Ketinggian 250 dan di atas tanpa akord sudut bawah |
| Lebar akord | mm | 70-90 | Lebar besar |
| Diameter bar akord atas dan bawah | mm | 6-12 | |
| Diameter akord lateral | mm | 4-7 | |
| Panjang akord | m | 2 ~ 14 |
Jarak yang dapat disesuaikan secara otomatis
|
| Kejujuran akord | mm/m | ± 5 | |
| Kesalahan ketinggian akord | mm | ± 2 | |
| Kesalahan panjang akord | mm/m | ± 5 |
Kesalahan maksimum tidak melebihi ±15mm
|
| Ketinggian batang akord atas dan bawah yang terpapar | mm | ≤ 5 | |
| Kecepatan jalur produksi | m | 6-8 |
Kecepatan produksi yang stabil sebenarnya ditentukan oleh spesifikasi akord. ((Trus normal, kecepatan produksi: 12-14 meter) Kecepatan akan terpengaruh jika konektor tabung persegi ditambahkan dalam proses produksi. |
| Tekanan udara | MPa | ≥ 0.7 | Gas yang digunakan harus bersih, disaring dan dikeringkan. |
| Konsumsi udara | m3/menit | 3/4.5 | |
| Panjang jalur produksi (panjang * lebar * tinggi) | mm | Panjang jalur produksi dapat disesuaikan dengan 45000*3000*3500. | |
| Total produksi | T | ≤ 18 | |
| Catatan: Konfigurasi standar termasuk mekanisme lentur sudut bawah. Harap tentukan jika konfigurasi untuk industrialisasi perumahan tidak termasuk mekanisme lentur sudut bawah. | |||
![]()
![]()
1.4.1 Fitur Peralatan
1. Kerangka penataan karet
l Ada lima set bar bayar berdiri, menggunakan metode pembayaran berputar, dengan beban maksimum 2 ton.
l Setiap tempat pembayaran dilengkapi dengan perangkat pengereman udara independen.
l Masing-masing stand pembayaran memiliki mekanisme pra-penegakan yang independen untuk menghilangkan sisik oksida di permukaan batang baja.
2. Mekanisme Perataan dan Pemanfaatan
l Menggunakan peregangan multi-roda dengan efek peregangan yang baik, tanpa merusak tulang rusuk batang baja.
l Setiap mekanisme makan dapat dikendalikan secara independen.
3. Mekanisme penyimpanan baja bar
Ia mengadopsi jenis rak penyimpanan terbuka baru untuk penyangga dan penyimpanan, yang nyaman untuk produksi berkelanjutan dan secara efektif mencegah batang baja terjerat.
4Mekanisme Pengaturan Terminal
l Penegakan terminal sekunder dilakukan pada batang utama dan batang web sebelum pengelasan dan pembentukan.
L Mekanisme ini memainkan peran kunci dalam menyesuaikan kelenturan produk truss.
5. Web Bar Memperset dan Mechanical Feeding
l Bending swing-arm digunakan untuk membengkokkan batang baja, yang digerakkan oleh servo motor, dengan sinkronisasi yang baik dan stabilitas yang tinggi.
l Pengelompokan batang baja adalah terus menerus (mekanisme pengelompokan bekerja dalam gerakan melingkar dan naik dan turun berayun, tanpa penundaan), dengan kecepatan membentuk yang cepat.
l Cetakan yang membentuk batang baja memiliki permukaan silinder untuk mencegah goresan permukaan batang baja.
6Bagian pengelasan
l Dua pengelasan titik, satu di atas dan satu di bawah, dengan dua transformator total.
l Empat rol menekan bawah dengan sinkronisasi yang baik.
I Silinder las memiliki stroke kecil, kekuatan besar, kecepatan las yang cepat, dan kualitas tinggi.
L Silinder las menggunakan merek berkualitas tinggi dan dipegang udara.
l Elektrod las terbuat dari tembaga paduan krom-zirkonium.
l Dilengkapi dengan mekanisme posisi untuk memastikan bentuk dan ukuran las.
l Metode pengelasan titik dua titik resistensi mengurangi daya instalasi sebesar 60% dibandingkan dengan rekan-rekan, dan parameter pengelasan dari setiap titik pengelasan dapat diatur secara independen.
l Kepala elektroda empat arah dapat digunakan kembali empat kali, mengurangi biaya sebanyak 3 kali.
7.Mekanisme pengelasan tabung persegi
lPlat bergetar digunakan sebagai mekanisme pemuatan, dan kecepatan pemuatan stabil dan efisiensi tinggi.dan pengelasan diselesaikan dengan pengelasan resistensi.
8.Mekanisme pemotongan
l Mode pemotongan "jenis gunting" diadopsi untuk secara efektif memecahkan masalah las terbuka yang disebabkan oleh proses pemotongan dan menghindari deformasi dan distorsi truss selama pemotongan.
Kecepatan pemotongan cepat, tidak perlu menghentikan pengelasan.
l Untuk pemotongan kekuatan tinggi pada sendi pengelasan penguatan utama dan samping, baja kekuatan tinggi dan tahan cetakan terbaru yang dikembangkan dari Cina digunakan.
8. Mekanisme Pengumpulan dan Pemasangan Otomatis
L Mekanisme pengumpulan otomatis memungkinkan produksi terus menerus tanpa perlu berhenti, meningkatkan efisiensi.
l Dapat mengumpulkan balok dengan ukuran yang berbeda, panjang dan pendek.
l Pengumpulan otomatis, menumpuk, dan pengiriman truss sepenuhnya otomatis.
l Perangkat pengumpulan dan tumpukan otomatis mengurangi jumlah operator sebesar 2.
10Sistem Kontrol Listrik
l Mengadopsi sistem kontrol dari Hechuan dengan stabilitas tinggi.
11. Sistem Operasi
L Tombol pengendali dan komponen lainnya menggunakan produk berkualitas tinggi.
l Peralatan ini mudah dioperasikan dan disesuaikan.
l Operasi seperti kecepatan, parameter las, dll.
1.5 Konfigurasi peralatan dan merek komponen
| Nama | Merek |
Penjelasan Pengamatan |
| Layar Operasi | Kunlun Tongtai | Ini adalah layar sentuh IoT cerdas dengan CPU ARM sebagai inti dan frekuensi utama 800MHz. Desain produk mengadopsi TFT LCD 10 inci, resolusi 1024 * 600, layar sentuh resistif empat kawat,dan juga pra-diinstal dengan perangkat lunak konfigurasi McsgPro. |
| PLC | Hechuan | Kinerja tinggi, struktur kompak, fungsi yang kuat, dan stabilitas tinggi. |
| Servo motor | Hechuan | Kinerja tinggi, keandalan tinggi, dan kualitas tinggi. |
| Kontrol Tegangan Rendah | CHNT | Merek terkenal Cina, kualitas stabil, keandalan tinggi. |
| Mengganti Sumber Daya | Taiwan Mingwei | Taiwan merek terkenal dengan lebih dari 30 tahun penelitian dan pengalaman manufaktur. |
| Transformer Pengelasan | Chengtai | Menggunakan teknologi las Jepang. |
| Komponen udara | Yadeke |
Taiwan merek terkenal, kualitas yang baik, keandalan tinggi, kapasitas beban tinggi.
|
| Katup Solenoid | Yadeke | |
| Silinder Las | Silinder Khusus Shuangbeili | Kecepatan tinggi, daya yang cukup, dan stabilitas tinggi. |
| Pengontrol Pengelasan | Shanghai Guolong | Kinerja produk yang stabil dan kualitas yang andal. |
| Reduktor | Zhejiang Tianhong | Kinerja yang stabil dan andal. |
| Jalur panduan linier | Taiwan Shangyin | Kapasitas beban tinggi, presisi tinggi, kecepatan tinggi, dan akurasi tinggi. |
| Bantalan | Nsk | Kualitas impor, kualitas stabil, dan keandalan tinggi. |
| Kawat listrik, kabel | Guangdong Yingke | Bahan yang sangat baik, isolasi yang kuat, eksentrisitas rendah. |
![]()
Parameter spesifikasi teknis unit pendingin air tipe kotak yang didinginkan dengan udara tercantum dalam tabel di bawah ini:
| Artikel | Produk seri pendingin udara | |
| RX-10 | ||
| Sumber daya listrik | 10P-50Hz-380V | |
| Aliran air pendingin m3/jam | 6.0 | |
| Konsumsi daya total kW | 10.5 | |
|
Pendinginan Kapasitas
|
kW | 36 |
| kCal/jam | 30960 | |
| Jenis | Jenis gulungan yang sepenuhnya tertutup | |
| Metode memulai | Mulai langsung | |
| Unit kondensasi | Jenis | Efisiensi tinggi ungu tembaga jaket aluminium foil dengan sirip + kipas kebisingan rendah |
| Volume udara pendingin m3/h | 12000 | |
| Jumlah unit | 1 | |
| Cairan pendingin | Jenis | R22 |
| Pompa air bawaan kW | 1.5 | |
|
Evaporator
|
Jumlah unit | Tipe kumparan tangki air efisiensi tinggi |
| Jenis | 1 | |
| Diameter pipa | DN40 | |
| Perangkat perlindungan keselamatan | Perlindungan tegangan tinggi dan rendah, perlindungan anti-ice (ganda), katup keselamatan, perlindungan overload, fase bawah, fase terbalik, bawah tegangan, tegangan tinggi, perlindungan aliran air, dll. | |
| Perangkat perlindungan keselamatan | Panjang | 1610 |
| Lebar | 735 | |
| Ketinggian | 1390 | |
| Dimensi Umum | kg | 326 |
![]()
. KAIZEN BK Seri 37KW sekrup kompresor Dukungan Parameter
. BK seri kompresor sekrup baru manusiawi manusia-mesin antarmuka tampilan dan sistem kontrol.
. Operasi sederhana dan nyaman
. Status operasi dapat dilihat sekilas.
. BK Series sekrup kompresor dapat bekerja untuk Anda 24 jam tanpa pengawasan.
pemeliharaan atau perbaikan diminta dalam bahasa Cina ketika terjadi kelainan.
Dengan antarmuka output cadangan, dapat mewujudkan kontrol rantai dan kontrol diagnosis jarak jauh dari beberapa unit.
Seri BK Kompresor sekrup baru dengan sistem pemisahan minyak bawaan
Mengadopsi desain pemisahan minyak built-in memastikan efek pemisahan minyak-udara dan mengurangi konsumsi minyak, dan kualitas produk sepenuhnya dijamin sejak awal desain.
. BK seri jenis baru sekrup kompresor udara efisiensi tinggi ventil kontrol masuk udara.
. Mode kontrol ON/OFF
. Desain semprotan anti minyak dengan katup check
Kompresor sekrup seri BK memiliki generasi baru motor konsumsi rendah, efisiensi tinggi.
. torsi awal yang tinggi
Kelas isolasi F, kelas perlindungan IP54
Bantalan SKF, kebisingan rendah, umur panjang
. Dengan alat pengisian bahan bakar, dapat diisi ulang tanpa menghentikan mesin.
| Tekanan pembuangan Mpa | 0.8 |
| Volume pelepasan m3/menit | 5.5 |
| Kekuatan motor kW | 37 |
| Antarmuka knalpot | G1 1/2 |
| Kebisingan db ((A) | 67 |
| Berat KG | 730 |
| Dimensi keseluruhan mm | 1240*1030*1435 |












